

随着人工智能、高性能计算、云计算技术的快速迭代,高性能计算芯片向高集成度、高功率密度方向迅猛发展,芯片热流密度已从传统的50 W/cm²攀升至当前的100-150 W/cm²,NVIDIA下一代Rubin等高端芯片热流密度更是突破150W/cm²,传统风冷技术因散热效率有限、能耗较高,已无法满足芯片稳定运行的散热需求,成为制约智算中心性能提升的核心瓶颈。
从行业政策来看,我国《数据中心绿色低碳发展专项行动计划》更是鼓励采用液冷等高效冷却技术,降低数据中心PUE值,要求新建智算中心PUE控制在1.25以下,液冷技术已成为智算中心实现绿色低碳、高效运行的必须路径。
行业机构数据显示,液冷在AI数据中心的渗透率正从2024年的约14%跃升至2025年的33%,规模化时代正式开启。根据中国信通院测算,2024年我国智算中心液冷市场规模已达184亿元,同比增长66.1%,预计2029年将达到约1300亿元。
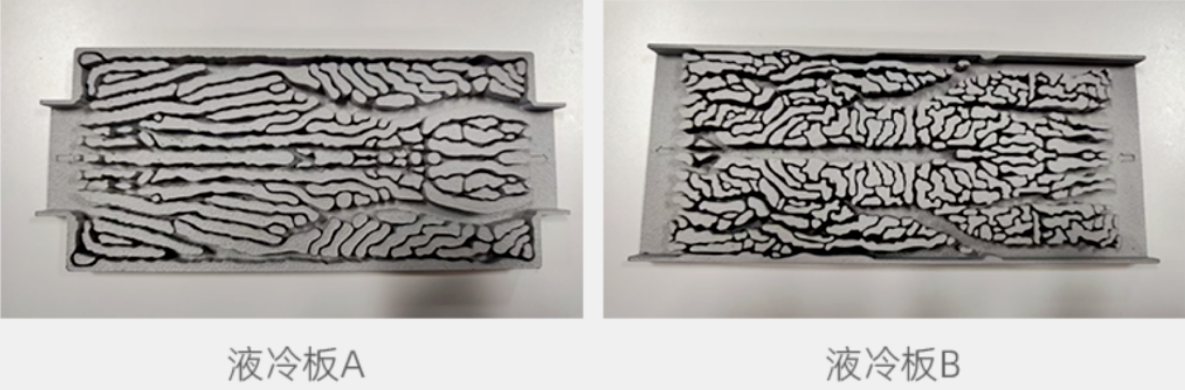
图1:铂力特3D打印铝合金液冷板。
智算中心液冷系统主要由冷板模块、循环管路系统、冷却机组、温控系统及补液系统组成,其中冷板模块是直接与芯片接触、实现热量交换的核心部件,而微通道液冷板作为冷板模块的关键载体,是将微尺度流道集成于金属基板,通过冷却液对流换热实现热量快速导出的核心组件。其研究意义在于,可突破传统液冷板散热极限,解决高功率密度芯片的散热难题,保障芯片运行稳定性、延长使用寿命,同时推动智算中心向小型化、节能化、高密度方向发展。
传统微通道液冷板的加工工艺主要包括CNC铣削、钎焊、冲压、压铸等。CNC铣削通过去除材料形成流道,精度较高但材料浪费严重,无法加工复杂曲面流道;钎焊需将基板与流道部件拼接焊接,易出现焊缝泄漏问题,且流道尺寸受限于焊接精度;冲压工艺设备投资大、工装要求高,仅适合简单直通道加工,无法实现微尺度复杂流道成型;压铸工艺易产生气孔,成型精度低,难以满足微通道的精密要求。
这些局限性导致传统液冷板散热效率不足、结构灵活性差,无法适配下一代高功率密度芯片的散热需求。
3D打印(增材制造)技术凭借复杂结构一体化成型、材料利用率高(可达90%以上)、成型精度高、设计灵活性强等核心优点,可轻松实现传统工艺无法加工的微尺度、复杂曲面、异形流道结构,无需拼接焊接,有效避免泄漏风险,同时可根据芯片散热需求个性化设计流道布局,大幅提升液冷板的散热性能,有望为更高散热性能微通道液冷板的制备提供最优解决方法,推动液冷技术向更高功率密度适配方向升级。
01
微通道液冷板
Microchannel liquid cooling plate
微通道液冷板是一种将流道尺寸控制在10-1000 μm的微型化液冷散热部件,以纯铜、铝合金等高热导率金属为基材,通过在基材内部集成密集的微通道结构,配合冷却液循环实现热量高效传递,主要应用于高性能计算芯片、航空航天电子设备、新能源汽车功率模块等高热流密度场景,是间接液冷系统的核心热交换部件。

图2:一种微通道液冷板。
其工作原理基于对流换热理论:芯片运行产生的热量通过热传导传递至液冷板基材,基材将热量传导至微通道内壁,循环流动的冷却液(如水、乙二醇溶液等)流经微通道时,与通道内壁发生对流换热,吸收热量后随冷却液流出液冷板,进入冷却机组冷却降温,降温后的冷却液再次循环进入微通道,形成闭环散热,从而实现芯片温度的精准控制。
微通道液冷板的核心性能要求主要包括:一是散热效率,热阻值需≤0.15℃/W,能高效适配150W/cm²以上的热流密度;二是流阻特性,流量 1L/min 时压降≤5kPa,流量 5L/min 时压降≤25kPa,降低冷却液循环能耗;三是结构可靠性,工作压力不低于0.8MPa,爆破压力不低于 3.0MPa,在工作压力 1.5 倍下保压 5min 无泄漏;四是均温性,加热区域表面最大温差不超过规定值 5-10℃,保障芯片均匀散热;五是耐腐蚀性,与冷却液兼容,无腐蚀、溶出现象,同时具备一定的轻量化特性。
其性能测试方法主要包括:热阻与流阻测试,按相关标准搭建绝热测试装置,通过恒温液源、流量控制设备,测试不同工况下的热阻和压降;均温性测试,与热阻测试同步进行,记录加热区域多个测温点数据,计算最大温差;密封性与压力测试,通过液压试验检测工作压力下的密封性,以 0.1 MPa/s速率升压测试爆破压力;可靠性测试,包括热循环、压力脉冲、盐雾腐蚀测试,验证长期运行稳定性;清洁度测试,通过液体冲洗法收集冲洗液,检测颗粒物尺寸及数量。
02
3D打印微通道液冷板设计方法
Design Method of 3D-Printed Microchannel Liquid Cooling Plate
3D打印技术的设计自由度,打破了传统液冷板的设计局限,结合先进设计方法,可实现微通道液冷板散热性能与结构合理性的双重优化,以下重点介绍四种核心设计方法及应用案例。
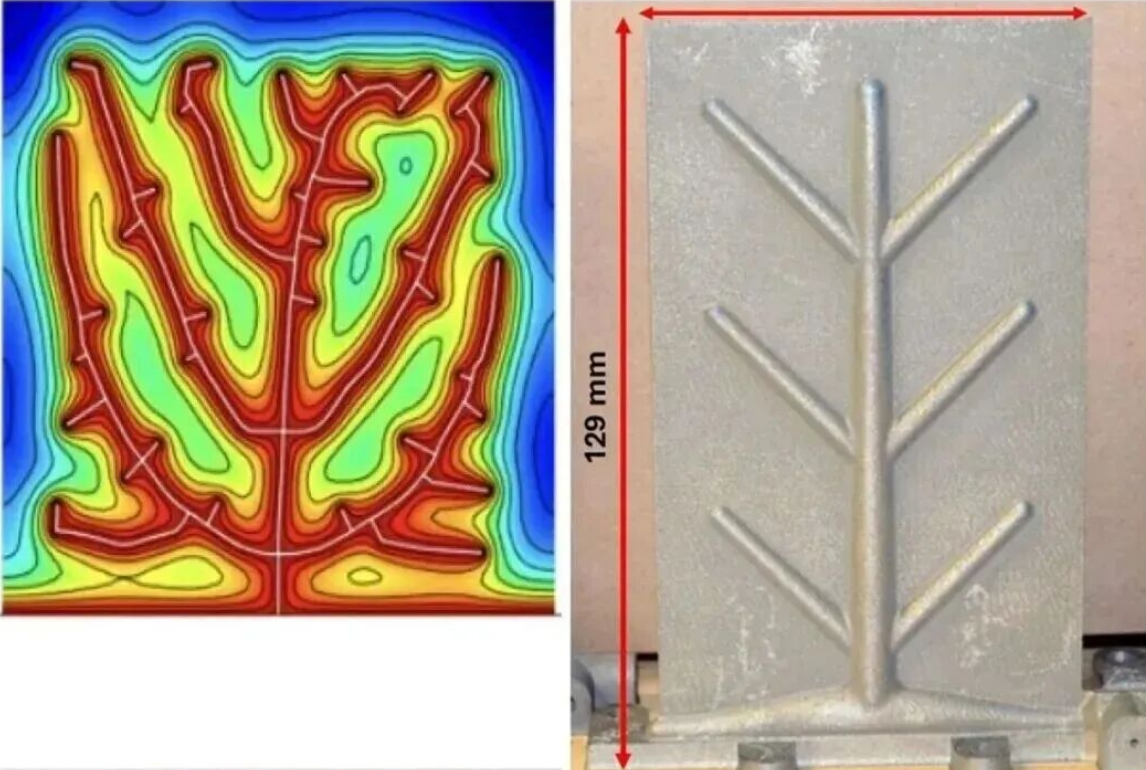
图3:3D system仿生设计液冷板。
-
仿生设计借鉴自然界中生物的高效传热结构(如叶脉、蜂巢、人体血管等),将其转化为微通道布局,实现冷却液的均匀分配和高效换热。该方法的核心是利用生物结构的分形层级特性,构建“主流道-分支流道-微通道”的多级结构,提升换热面积和流体流动性。
-
扑优化设计基于有限元分析(FEA)和计算流体动力学(CFD),在给定的设计空间、约束条件(如体积、流阻)和目标函数(如散热效率最大化)下,通过算法迭代优化微通道的分布、形状和尺寸,去除冗余结构,实现“材料按需分配”,平衡散热性能与流阻特性。
-
晶格结构设计将微通道与多孔晶格结构相结合,在微通道内部或基材中集成面心立方(FCC)、体心立方(BCC)等晶格单元,利用晶格结构的高比表面积、低流阻特性,增强冷却液的扰动,提升对流换热效率,同时实现液冷板的轻量化。
-
AI驱动设计结合机器学习、神经网络与CFD仿真,通过大量样本数据训练模型,实现微通道参数(尺寸、布局、形状)的快速优化和散热性能的精准预测,大幅缩短设计周期,突破传统设计的经验局限,实现更优的性能平衡。
03
微通道液冷板3D打印工艺
3D Printing Process of Microchannel Liquid Cooling Plate
3.1 核心3D打印工艺及优缺点
激光粉末床熔融(LPBF)
-
技术原理:以纯铜粉末为原料,利用高能激光(绿光激光,波长 515 nm)扫描粉末床,使纯铜粉末逐层熔化、凝固成型,通过精准控制激光功率、扫描速度、层厚等参数,实现微通道的精密成型,可解决铜对红外激光低吸收率的问题,将吸收率从5%提升至40%。
-
优缺点:优点是成型精度高(±0.05 mm),可实现 300 μm微通道成型,结构致密性好,纯铜液冷板导热系数可达理论值的98%,能适配复杂异形流道;缺点是成型效率低,设备成本高,纯铜粉末价格昂贵,成型过程中易产生氧化、裂纹等缺陷,需严格控制保护气氛,批量生产经济性较差。
电化学增材制造(ECAM)
-
技术原理:以纯铜为电极,利用电化学沉积原理,在阴极基板上逐层沉积铜层,通过掩膜板控制沉积区域,实现微通道的成型,无需高温加热,属于低温增材制造工艺。
-
优缺点:优点是型精度较高、成型效率高,设备和材料成本较低,成型过程无氧化、裂纹缺陷,表面光滑度好,无需复杂后处理即可满足基本使用要求;缺点是打印幅面有限,难以实现规模化生产。
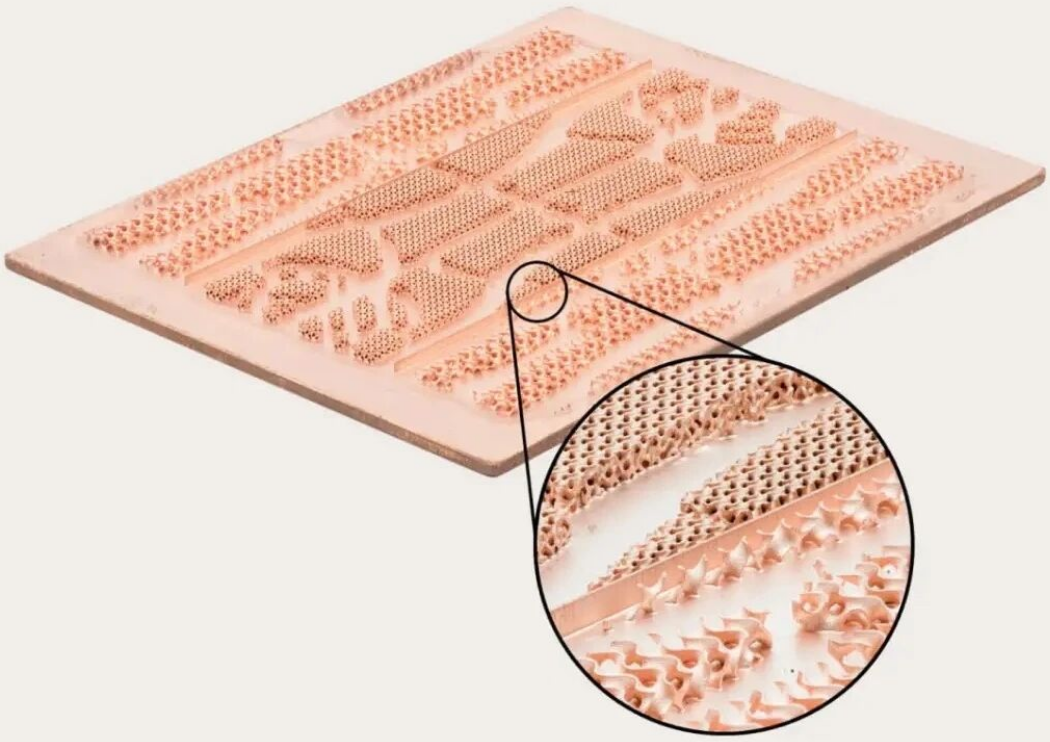
图4:Fabric8lab电化学3D打印液冷板。
叠层锻造(stamp forging)
-
技术原理:以纯铜薄板为原料,通过专用模具逐层冲压、锻造,将每层薄板加工出预设的流道凹槽,再通过热压复合技术将多层薄板连接为一体,实现微通道液冷板的成型,兼具增材制造的分层成型特性和锻造的高强度优势。
-
优缺点:优点是成型效率高,纯铜液冷板结构强度高、致密性好,导热性能优异,材料利用率高,批量生产成本较低;缺点是设计灵活性差,难以成型复杂曲面、异形微通道。
3.2 后处理表面抛光方法
3D打印微通道液冷板的表面粗糙度较高,会增加冷却液流动阻力,影响散热效率,因此需通过后处理抛光提升表面质量,核心方法包括:
-
喷砂抛光:利用高压气流将石英砂、氧化铝砂等磨料喷射至液冷板表面及微通道内壁,去除表面毛刺、氧化层,使表面变得平整粗糙均匀,表面粗糙度Ra可降至 1.6-3.2 μm,该方法操作简单、成本低,可快速处理复杂通道,但抛光精度有限,无法实现镜面效果。
-
电化学抛光:将3D打印纯铜液冷板作为阳极,放入电化学抛光液(如磷酸、硫酸混合液)中,通过施加稳定电压,使阳极表面的铜原子逐层溶解,实现表面整平、抛光,表面粗糙度Ra可降至0.8 μm以下,甚至达到镜面效果,大幅降低冷却液流动阻力,同时提升表面耐腐蚀性,但需严格控制抛光参数,避免微通道尺寸偏差,成本高于喷砂抛光。
-
此外,还可采用机械抛光、化学抛光等方法,机械抛光精度高但无法处理复杂微通道内壁,化学抛光操作简便但抛光效果不均匀,实际生产中可根据液冷板的精度要求,组合采用多种抛光方法。
04
总结与展望
Summary and Outlook
随着高性能计算芯片热流密度的持续提升,微通道液冷板作为核心散热部件,其性能直接决定智算中心的运行效率和稳定性。传统加工工艺的局限性,导致液冷板无法适配高功率密度场景的散热需求。
而3D打印技术凭借复杂结构一体化成型的优势,结合仿生、拓扑优化、晶格结构、AI驱动等先进设计方法,有效突破了传统液冷板的设计和制造瓶颈,大幅提升了散热效率、结构灵活性和可靠性,成为下一代高功率密度液冷解决方案的核心发展方向。
目前,激光粉末床熔融、电化学增材制造等工艺已实现纯铜微通道液冷板的制备,通过后处理抛光进一步优化性能,为其工业化应用奠定了基础。
3D打印设备成本与良品率发展趋势:当前3D打印设备成本较高,工业级设备均价超过50万美元,纯铜液冷板成型良品率约60%-70%,制约了其批量应用。未来3-5年,随着3D打印技术的规模化应用、设备国产化替代推进和工艺优化,设备成本有望下降40%以上,同时通过数字孪生、实时监控等技术,优化成型参数,减少缺陷产生,纯铜微通道液冷板的良品率将提升至90%以上,大幅提升其工业化应用的经济性。
大冷板模组3D打印一体化成型展望:随着智算中心机柜功率密度从当前主流的50 kW/柜向600 kW/柜的超高功率密度升级,单芯片级微通道液冷板已无法满足机柜级、机架级的整体散热需求,大冷板作为机柜级液冷系统的核心部件,其一体化成型成为3D打印液冷技术的重要发展方向。传统大冷板采用多块基板拼接、钎焊成型,不仅存在焊缝繁多、热阻叠加(焊缝导致热阻比母材高30%以上)、易泄漏等问题,还受限于加工工艺,无法实现流道与机柜结构的精准适配,材料利用率不足30%,边际成本下降缓慢,难以适配高功率机柜的非均匀热负荷需求。
3D打印结合金刚石铜复合材料的可能性:金刚石铜复合材料兼具金刚石的高热导率(>2000 W/m·K)和铜的优异导热、成型性能,是制备高功率密度液冷板的理想材料。未来,通过研发金刚石铜复合粉末的3D打印工艺,优化粉末混合均匀性和界面结合强度,解决复合材料成型过程中的界面缺陷问题,利用3D打印技术制备金刚石铜微通道液冷板,可使液冷板导热系数突破1000 W/m·K,界面热阻降低至 0.1 K/W,适配1500 W/cm²以上的超高热流密度场景,推动高功率密度芯片散热技术的跨越式发展。
来源:12坐标热管理
艾邦建有服务器液冷散热交流群,聚焦服务器液冷技术前沿,涵盖冷板/浸没/喷淋式方案设计、材料升级(耐腐蚀管路、密封件创新)、CDU运维与能效优化、政策标准解读(PUE、OCP规范)等。欢迎大家加入我们,共绘服务器液冷散热未来!

微信扫描下方的二维码阅读本文
- 热交换核心 :冷板(CPU/GPU专用)、CDU(冷量分配单元);
- 循环网络 :Manifold分液器、EPDM/PTFE管路、快接头;
- 动力与控制 :变频循环泵(如飞龙股份电子泵)、智能温控系统。
