


乍看之下,许多液冷板看起来相差无几:都是一块带有进出液口和内部密封流道网络的扁平金属板。然而,内部流道的几何形状与制造工艺直接影响其热阻、水力损失、可靠性、成本及可制造性。因此,选择液冷板并不仅是挑选一个零件,更是选定一种将长期影响系统运行表现的内部架构与生产工艺。
本文详细介绍了当前工业领域采用的六种主流液冷板结构,逐一分析其制造方法,比较各项成本与加工周期,并将适用的结构与常见应用场景对应起来,包括数据中心服务器、GPU、电力电子设备、汽车电池热管理模块及航空航天系统。
艾邦建有服务器液冷散热交流群,聚焦服务器液冷技术前沿,涵盖冷板/浸没/喷淋式方案设计、材料升级(耐腐蚀管路、密封件创新)、CDU运维与能效优化、政策标准解读(PUE、OCP规范)等。欢迎大家加入我们,共绘服务器液冷散热未来!

以下是对每种结构的简要概括:
- 冲压钎焊冷板:
大批量、低成本的成型通道型材和真空钎焊密封。 - 加工冷板:
采用数控铣削工艺在整体块体上加工出通道,以实现设计自由度和高性能。 - 嵌入式(圆形)管式冷板:
弯曲的管子嵌入底板中,并用灌封或机械固定方式固定。 - 挤压扁管(型材)冷板:
挤压成型的空心型材(扁管)与盖板连接,非常适合长条形/线性形状。 - 梳状翅片(铲/刀)+钎焊冷板:
采用冲压或刮削工艺生产高密度鳍片阵列,然后将其钎焊到基座和盖板上。 - 压铸+摩擦搅拌焊接(FSW)冷板:
采用固态焊接密封的复杂铸造通道,用于高强度集成部件。
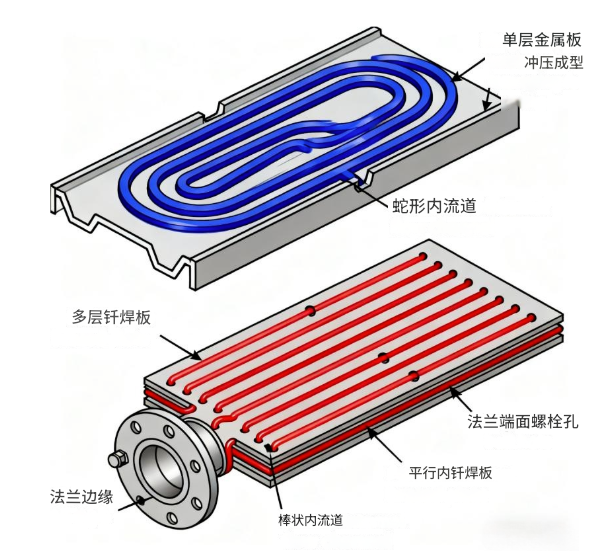
1、冲压+钎焊冷板
工作原理:
冲压钎焊冷板的制造方法是:首先在薄金属板(通常为铝板)上冲压出通道结构,然后叠放盖板,最后采用真空钎焊密封组件。冲压过程中形成的凸起肋条或通道壁,在叠放密封后便成为流体流动的通道。最终产品是一种轻薄的冷板,集成了通道结构,适用于大批量生产。
制造工艺流程(典型步骤)
交货时间和成本
冲压模具需要前期投资和一定的生产周期(根据复杂程度,周期为 4-12 周)。模具摊销完成后,单位成本低,生产周期短——非常适合生产数千至数百万个零件。单块板材的成本通常较低至中等,具体取决于尺寸、材料和钎焊的复杂程度。
材料
最常见的铝合金(例如,3000/5000/6000系列)重量轻,易于冲压;铜冲压虽然可行,但由于模具磨损和延展性差异,并不常用。钎焊填充合金的选择需与母材相匹配(例如,铝材使用铝硅钎焊)。
优缺点总结
- 优点:
高产量下单位成本低,厚度薄,适用于中等热通量应用。 - 缺点:
通道几何形状自由度有限,模具成本和交货周期较长,与机加工或梳状翅片相比,峰值性能较低。
2. 机加工冷板(CNC铣削)
工作原理:
冷板加工由整块金属(通常为铜或铝)制成,其基体上直接铣削出通道。然后,将盖板连接(钎焊、焊接或扩散焊接)以形成密封通道。这种方法提供了最大的几何自由度,是原型制作和中小批量特殊零件的首选方法。
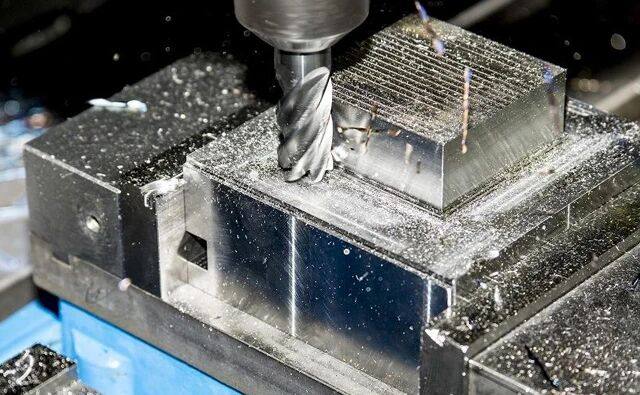 CNC铣削,来源:ARIA MANUFACTURING LIMITED
CNC铣削,来源:ARIA MANUFACTURING LIMITED
制造工艺:
交货时间和成本
交货周期取决于数控编程和加工周期。原型制作周期短(几天到几周),但由于加工工时、材料损耗(尤其是铜材)以及较长的后处理工序,单位成本较高。对于中小批量和高性能需求,建议使用机加工板材。
材料
高导电性铜、电解铜或C11000是实现最佳散热性能的常用材料。铝则用于重量和成本较为重要的场合。对于特殊环境,不锈钢也可使用,但其散热性能会有所妥协。
优缺点总结
- 优点:
完全的几何自由度,卓越的散热性能,适用于定制的高通量设计 - 缺点:
复杂微通道特征的零件成本更高、材料浪费更多、加工时间更长
3. 嵌入式(圆形)管冷板
工作原理:
嵌入式管设计采用圆形铜管或铝管,将其加工成蛇形或平行管状,然后放置在底板上加工或成型的凹槽中。这些管子通过机械方式固定,通常用导电环氧树脂灌封或焊接固定。热量从底板传递到管壁,然后再传递到冷却剂中。

制造工艺
交货时间和成本
嵌入式管冷板所需的模具极少,生产周期短,是小批量生产和简单冷却任务的经济之选。材料和人工成本都很低。然而,由于圆管单位平面面积的接触面积较小,热传导必须穿过额外的基体厚度,因此其热阻较高。
材料
铜管因其良好的导热性和易于钎焊而成为一种常见的材料。此外,还有铝管可供选择,以满足不同的成本和重量需求。
优缺点总结
- 优点:
成本最低、组装简便、生产速度快 - 缺点:
热阻较高、冷却均匀性较差、可能存在长期粘附/老化问题
4.挤压扁管(型材)冷板
工作原理:
挤压扁管冷板采用带有内部流道的空心挤压型材(扁管)。这些型材被切割成所需长度,并通过钎焊、锡焊或焊接与盖板连接,形成连续的通道。这种方法适用于长条状的线性冷板结构,例如长型服务器散热器或电池冷却条。
制造工艺
交货时间和成本
挤出模具需要前期投入,但规模化生产后单位成本优势显著。生产周期包含模具制造时间。对于长条形零件,挤出成型可减少材料浪费并加快生产速度。
材料
通常铝合金针对挤压成型进行了优化(例如,6061、6063)。由于工艺限制,铜挤压成型并不常见。
优缺点总结
- 优点:
对于长零件而言,经济实惠,浪费少,内部几何形状一致 - 缺点:
复杂内部歧管的灵活性较低,模具的工装成本较高
5. 梳状翅片(铲形/削面)+钎焊冷板
工作原理:
梳状翅片冷板采用密集的翅片阵列,这些翅片阵列是通过对基材进行刮削、冲压或切割等工艺制成的,形成薄翅片或“铲齿”状结构。这些翅片为冷却液提供了极大的表面积,便于冷却液润湿和热交换。翅片阵列与盖板通过钎焊连接,形成密封的高性能微通道状结构,无需复杂的微加工工艺。
制造工艺
交货时间和成本
削薄设备和钎焊工艺增加了工艺复杂性和设备成本,但由此制成的板材单位面积传热系数极高。虽然单位成本高于冲压板材,但规模化生产时,其成本效益可能优于先进的微加工工艺。
材料
铝和铜都是常见的材料。在对散热性能要求极高的场合,通常会使用铜梳状翅片。
优缺点总结
- 优点:
极高的传热面积,非常适合高热流密度区域。 - 缺点:
制造工艺复杂度更高,对钎焊质量和散热片损伤更为敏感
6. 压铸+摩擦搅拌焊接(FSW)冷板
工作原理
这种现代方法采用高压压铸工艺,一次成型即可形成复杂的内部流道和外部几何形状。对于剩余的开口腔,则采用摩擦搅拌焊接(一种固态、低缺陷连接方法)或其他密封技术完成组装,从而形成强度高、结构一体化且机械完整性强的整体结构。
制造工艺
交货时间和成本
虽然模具投资高昂且模具交付周期长,但对于复杂形状的大批量生产而言,其单件成本优势显著。摩擦搅拌焊需要专用设备,但无需填充材料即可形成牢固的固态接头。
材料
适用于压铸的铝合金(例如A380)很常见。为了获得极高的隔热性能,可以使用带有铜嵌件的混合组件。
优缺点总结
- 优点:
可实现复杂、一体化的形状和结构特征;采用摩擦搅拌焊接可形成牢固的连接;适用于大批量、高机械要求的应用。 - 缺点:
模具成本和复杂性极高,且压铸仅限于某些特定合金。
六种结构的优缺点对比表

信息来源:旺财芯片揭秘液冷板的核心技术:六大主流结构、工艺及选择标准的全面指南
艾邦建有服务器液冷散热交流群,聚焦服务器液冷技术前沿,涵盖冷板/浸没/喷淋式方案设计、材料升级(耐腐蚀管路、密封件创新)、CDU运维与能效优化、政策标准解读(PUE、OCP规范)等。欢迎大家加入我们,共绘服务器液冷散热未来!
一、
拟邀议题
|
序号 |
演讲议题 |
拟邀企业 |
|
1 |
AI液冷前沿趋势及面临的机遇与挑战 |
液冷服务器/解决方案商 |
|
2 |
数据中心液冷市场现状、落地实践方案及未来发展 |
液冷解决方案商/云计算与数据中心运营商 |
|
3 |
冷板式&浸没式数据中心液冷技术创新与开发 |
液冷解决方案商 |
|
4 |
风液融合解决方案的极致优化与应用实践 |
温控系统解决方案商 |
|
5 |
模块化、集装箱式数据中心解决方案的设计 |
预制化数据中心方案商 |
|
6 |
液冷超节点架构的创新融合方案 |
液冷服务器厂商/解决方案商 |
|
7 |
微通道液冷技术的优势及产业化发展 |
精密结构件/散热模组供应商 |
|
8 |
智能、高效与标准化:新型CDU的技术演进与协同发展 |
液冷解决方案商/CDU与泵阀组件供应商 |
|
9 |
仿真驱动设计助力数据中心突破液冷技术瓶颈 |
科研院所与高校/热仿真方案提供商 |
|
10 |
金属3D打印微通道如何给液冷散热带来新破局 |
3D打印设备与服务商 |
|
11 |
UQD液冷快插产品助力数据中心高效冷却 |
UQD供应商 |
|
12 |
智算液冷趋势下冷却液的突破与挑战 |
冷却液供应商 |
|
13 |
先进钎焊技术赋能液冷板的选型设计与开发 |
液冷板制造/钎焊设备厂商 |
|
14 |
液冷系统全生命周期可靠性检测与标准构建 |
检测服务提供商 |
|
15 |
导热界面材料(TIM)的性能突破与工程应用 |
导热材料供应商 |
|
16 |
管路系统如何赋能液冷数据中心部署与运维 |
液冷管路系统供应商 |
更多议题征集中,创新演讲及赞助请联系 Elaine:13418617872(同微信)
二、
拟邀企业类型
-
数据中心建设与运营单位(电信、互联网、金融、能源企业等)
-
数据中心规划设计院所、工程公司及终端企业、AI算力服务器、云服务及芯片与方案提供厂商、高端算力用户(HPC)
-
AI液冷服务器制造商、解决方案提供商及温控系统厂商
-
液冷新型材料:高导热金属材料(铜合金、铝合金、不锈钢等)绝缘材料、密封材料、塑料材料、橡胶材料、陶瓷基板及导热相变材料等材料厂商
-
液冷系统核心部件:液冷板、CDU、管路、快速插拔接头UQD、均热板VC、分水器Manifold、冷却液(氟化液、硅油、矿物油等)、散热器、散热管、风扇、泵、阀门、换热器、冷却塔、传感器、冷凝器、液冷Tank等设备供应商
-
液冷检测服务与热设计:气检、氦检、超声波检测、CT缺陷检测、清洁度检测、漏液检测、疲劳度检测、脉冲耐久测试、热仿真/热设计软件等公司
-
液冷加工成型设备商:激光焊接、真空钎焊、搅拌摩擦焊、CAB可控气氛钎焊、3D打印等企业
-
新能源、高性能计算、人工智能、边缘计算、电力、电子、通讯、光伏设备、自动化、储能、电池、氢能源、航空航天等各种科技领域企业主管人员、科研院所及行业专家
三、
报名方式
方式1:请加微信并发名片报名
电话:Elaine:13418617872(同微信)
邮箱:ab052@aibang.com

扫码添加微信,咨询会议详情
注意:每位参会者均需提供信息
方式2:长按二维码扫码在线登记报名

或者复制网址到浏览器后,微信注册报名:
https://www.aibang360.com/m/100283?ref=172672
四、
收费标准
|
参会人数 |
1~2个人(单价每人) |
3个人及以上(单价每人) |
|
1月1日前付款 |
2600元/人 |
2500元/人 |
|
2月1日前付款 |
2700元/人 |
2600元/人 |
|
3月18日前付款 |
2800元/人 |
2700元/人 |
|
现场付款 |
3000元/人 |
2800元/人 |
微信扫描下方的二维码阅读本文
- 热交换核心 :冷板(CPU/GPU专用)、CDU(冷量分配单元);
- 循环网络 :Manifold分液器、EPDM/PTFE管路、快接头;
- 动力与控制 :变频循环泵(如飞龙股份电子泵)、智能温控系统。
