


不等厚超薄柔性玻璃UFG是指中间弯折区域薄(30~50 um),非弯折区域厚(70-150um)的特殊超薄柔性玻璃,不等厚的结构即可保证中间区域的可弯折性,也保证了非弯折区的抗冲击强度和耐用性。同时,与传统的平整UTG(超薄柔性玻璃)相比,UFG中间区域的厚度减薄,可减轻柔性屏幕折叠时的局部应力集中,减少折痕的产生。
中建材玻璃新材料研究总院首席专家张冲在接受《中国电子报》记者采访时表示,相较于CPI和UTG,UFG的终端体验提升显著:折痕可见度降低60%以上,表面硬度达莫氏6级(远超CPI的莫氏4),整体性能大幅提升。
UFG的特殊结构,在提升性能的同时,也带来了更高的加工门槛。与UTG可采用一次成型(如狭缝下拉、微浮法、溢流下拉法等)或二次成型(玻璃原片减薄)工艺制造不同,UFG因不同区位厚度存在差异,现阶段难以实现一次成型,需通过二次加工方式对目标区域进行精准减薄,生产难度更大。
据公开专利文件显示,UFG的制备工艺主要有:
一
喷淋酸蚀+分段钢化
芜湖东信专利CN 112939474 A 涉及的一种超薄非等厚玻璃及其生产方法,其工艺流程如下:
1. 减薄折叠区厚度。采用耐酸保护膜覆盖非折叠区及背面,露出折叠区进行喷淋酸蚀处理。为了保证折叠区与非折叠区无明显的阶梯印记,采用多次覆膜‑喷淋酸蚀‑撕膜‑覆膜循环方式,每次覆膜较前一次覆膜时向玻璃中心缩进1‑4mm,保证折叠区凹槽口平滑,使其具有更好的弯折R角及更高的弯折次数;酸蚀温度控制在30-40℃,酸蚀速率1‑2μm/min,喷淋流量400‑600L/min,保证折叠区板厚均匀性;
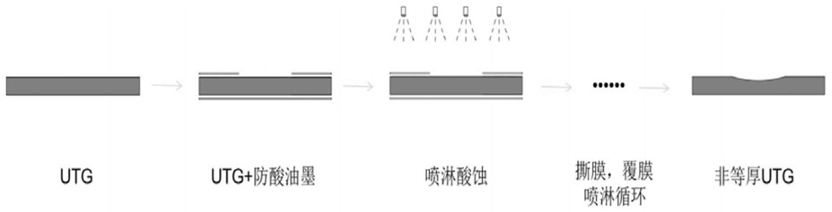
图 非等厚玻璃制作工艺流程示意图
未加工前厚度在150‑200μm以下的超薄玻璃,经过本发明加工后的折叠区厚度均匀变化,在折叠区域与非折叠区域没有明显的台阶印,由于蚀刻量较小,样品透过率折叠区与非折叠区基本保持一致,无明显差别。
2. 镀膜保护+分段钢化,解决非等厚玻璃部分凹槽区域钢化翘曲问题。采用磁控溅射方式在超薄玻璃非折叠区镀上无机金属材料层(SiO2、ITO或ATO膜层,厚度20-300Å),对折叠屏区进行钢化(采用硝酸钾钢化液,温度370‑400℃,时间10‑30min),再去除非折叠区膜层;对折叠区进行镀膜保护(SiO2、ITO或ATO膜层,厚度20-300Å),对非折叠区进行钢化(采用硝酸钾钢化液,温度410‑430℃,时间15‑50min),去除折叠区膜层。
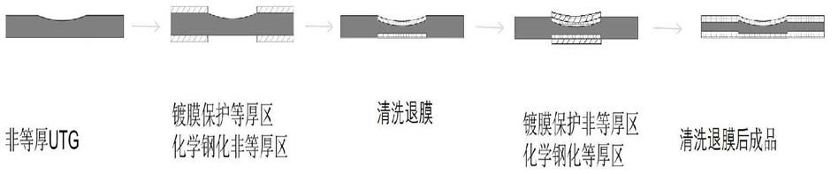
图 非等厚玻璃化学钢化工艺流程示意图
分段钢化方式可保证折叠区域与非折叠区域均得到适宜的化学钢化效果。
二
冷雕开槽+湿法蚀刻+二次钢化
凯盛科技专利CN 120247416 A 涉及的一种不等厚柔性玻璃的制备工艺,通过创新优化,减少了不等厚柔性玻璃的表面缺陷,提升了不等厚部的厚度均匀性,降低了不等厚部弯折时局部应力集中程度,保证其弯折性能,在提高等厚部的抗冲击性能的同时,延长了柔性玻璃的使用寿命,工艺流程如下:
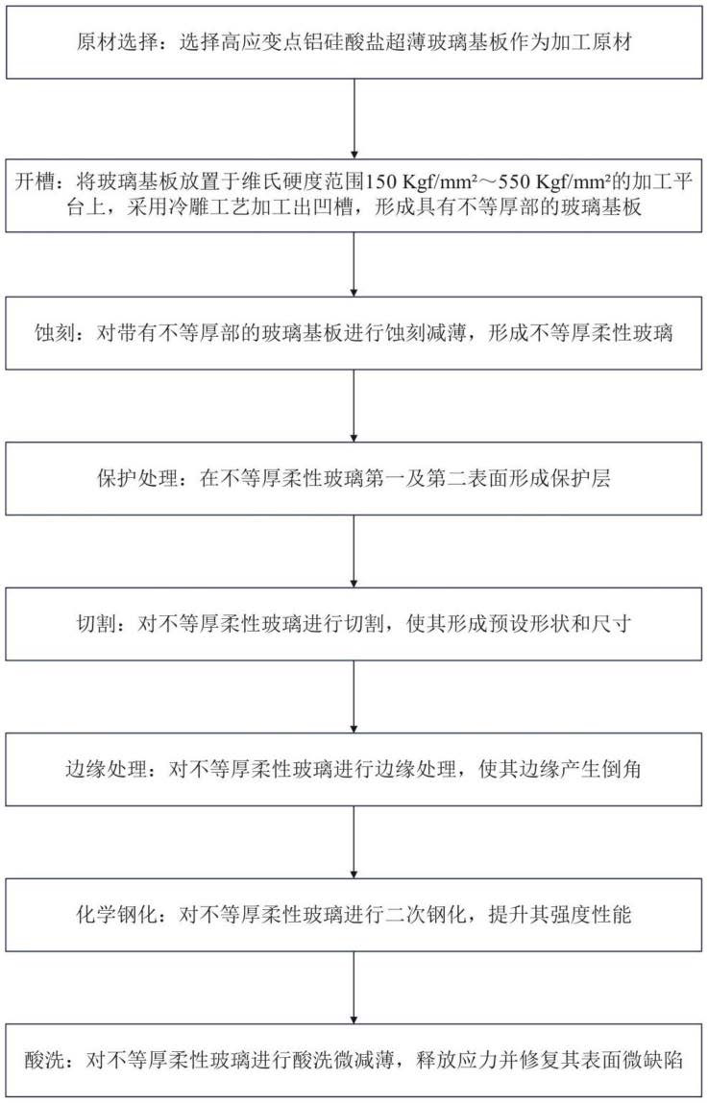
图 不等厚柔性玻璃制备工艺的整体流程图
1. 选材,优选高应变点铝硅酸盐玻璃,提高玻璃基板的化学稳定性、弹性模量及硬度,从而提升其整体力学性能;
2. 开槽,利用高精密数控机床与高精密冷雕磨头通过物理削除方式使预设不等厚部的厚度减小,随后对玻璃基板表面进行抛光处理,以增强其透光性。在此工序中,通过设计磨头的形状可控制不等厚部的形貌;采用维氏硬度在150Kgf/mm2~550Kgf/mm2范围内的加工平台,确保不等厚部具备卓越的厚度均匀性。
3. 蚀刻,对玻璃基板无需减薄的区域表面进行覆膜或涂层耐酸保护处理,采用喷淋式蚀刻法等对带有不等厚部的玻璃基板实施整体厚度减薄,形成不等厚柔性玻璃。
4. 保护处理,在不等厚柔性玻璃的第一及第二表面涂覆或丝印耐酸有机材料,固化后形成耐酸保护层,提高不等厚柔性玻璃在切割过程中的耐损性能,降低其边缘的崩边风险。
5. 切割,采用激光切割等方式对不等厚柔性玻璃进行切割,以达到目标形状和尺寸。
6. 边缘处理,采用酸液蚀刻等方式对不等厚柔性玻璃进行倒角加工,以降低边缘应力集中程度,提高不等厚柔性玻璃的耐久性和弯折能力。
7. 二次化学钢化。第一次对不等厚柔性玻璃的整体进行化学钢化,选用硝酸钾及硝酸钠混合盐作为钢化碱盐,通过降低钾、钠离子交换程度,缓解不等厚柔性玻璃因厚度差导致的钢化膨胀差异,避免不等厚部褶皱产生;第二次在不等厚部的上、下表面设置耐高温保护层后,对不等厚柔性玻璃的等厚部再次进行化学钢化,选用硝酸钾及钢化催化剂混合物作为钢化碱盐,进行催化钢化,进一步提升不等厚柔性玻璃等厚部强度性能。
8. 酸洗,将不等厚柔性玻璃整体置于混合酸溶液中进行酸洗微减薄,修复其表面微裂纹缺陷,释放部分化学钢化后形成的压缩应力,实现不等厚柔性玻璃强度及弯折性能的进一步提升。
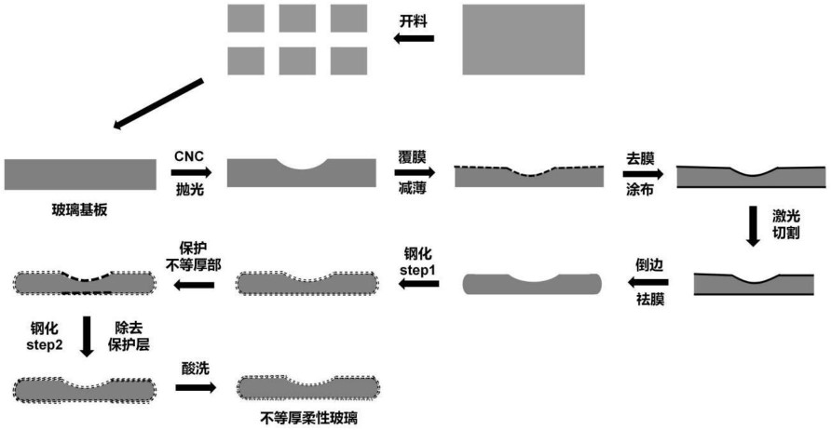
图 不等厚柔性玻璃制备工艺示意图
经过上述处理后,不等厚部玻璃厚度小于等厚部玻璃厚度,玻璃各部分总厚度变化TTV≤6μm,不等厚柔性玻璃的表面压缩应力值CS不小于400MPa,压缩应力层深度DoL不小于5μm。
三
激光打孔+氟化物镀膜+酸蚀
创柔显示专利CN 120398423 A 涉及的一种不等厚超薄玻璃及其制备方法,主要包括以下步骤:
(1)在UTG玻璃表面贴上聚合物掩膜(PI膜、聚酯膜、硝化纤维树脂膜),得到贴膜玻璃;
(2)用激光在贴膜玻璃的弯折区中心线处打一列激光孔,记为第一列激光孔,然后以氟化物(如CaF₂、MgF₂)为镀膜材料对弯折区进行镀膜处理;之后沿着从弯折区中心线向两边的方向,在第一列激光孔的左右两侧对称进行激光打孔,每完成一次对称激光打孔,重复一次镀膜处理,直至在弯折区打满激光孔,同时在弯折区形成厚度呈梯度变化的氟化物镀层;
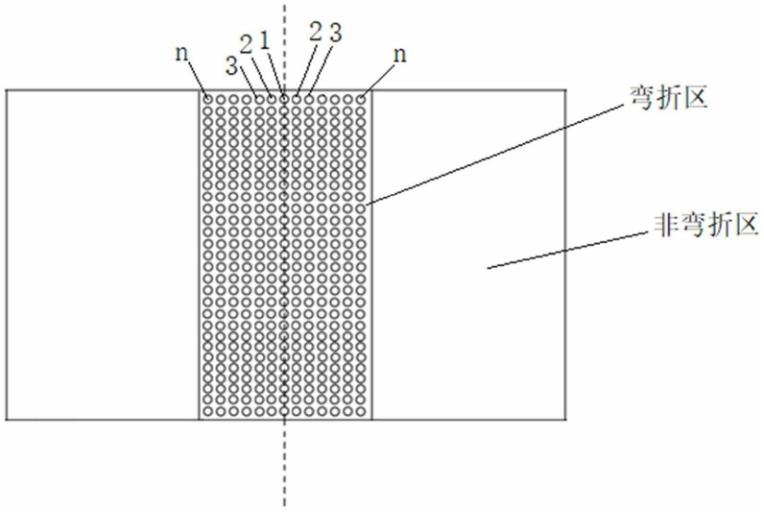
图 激光孔的分布图,1~n依次为第一~n列激光孔
(3)先采用盐酸对镀膜玻璃正面的弯折区进行间接酸蚀刻,形成弧形减薄面,得到粗蚀刻玻璃;然后任选地,采用氟化氢溶液对所述粗蚀刻玻璃的背面进行直接酸蚀刻,得到精蚀刻玻璃;
(4)对玻璃进行抛光(粗糙度<0 .01μm)、强化处理(置入纯钾盐,在400℃保温8min),得到不等厚超薄玻璃。
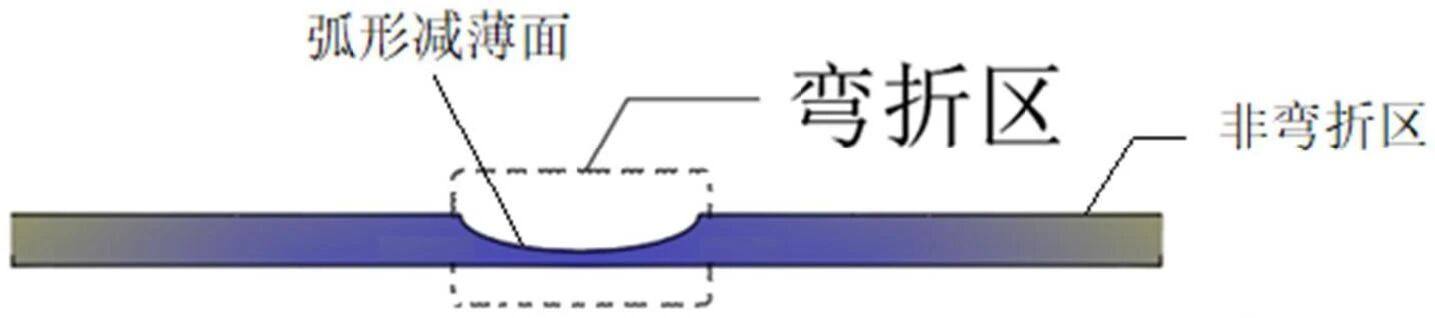
图 不等厚超薄玻璃的弯折区减薄面的结构示意图
发明中提供的不等厚超薄玻璃的制备方法,先借助掩膜、激光打孔和镀膜处理,在弯折区中形成不同厚度的氟化物镀膜,然后让氟化物镀膜与浓盐酸接触,产生不同浓度的HF,从而能够控制弯折区内不同蚀刻区的蚀刻程度,实现蚀刻厚度的连续减小变化,使得弯折区形成的减薄面呈现具有一定曲率的弧形,因而能够显著改善不等厚超薄玻璃的柔韧性和折弯特性。
四
结语
据《中国电子报》报道,目前基于二次减薄加工工艺的UFG良率普遍低于50%,远低于UTG的80%以上良率,其复杂的制造工艺推高了生产成本。因此,专业人士预测,UFG将瞄准对价格不敏感、追求极致体验的高端旗舰折叠机市场。未来3~5年内,UFG在柔性盖板中的渗透率将从当前不足5%提升至30%以上,产业将形成“高端有UFG、中低端有UTG”的良性市场格局。
目前,产业链已有不少企业布局UFG技术。凯盛科技不等厚玻璃(UFG)已多次送样客户测试,长信科技具备200K/月的UFG产能,康宁已经开发出可弯折玻璃(不等厚柔性玻璃)——Corning®Vitro,伯恩光学开发了VTG可变厚度超薄玻璃……


活动推荐:第11届手机产业创新技术论坛(7月2日 深圳)
一、会议议题(拟定)
序号
议题
1
全球折叠屏手机市场趋势与关键技术路径分析
2
新一代高可靠、轻量化铰链设计与材料解决方案
3
多折态折叠屏的显示模组技术与结构挑战
4
进阶“无痕”,UTG超薄玻璃盖板的技术突破
5
折叠屏手机的可靠性测试及关键设备
6
3C领域创新激光加工解决方案(折叠屏铰链焊接、碳纤门板切割等)
7
面向下一代AI手机与高性能平台的整机散热设计
8
主动散热技术在消费电子中的集成挑战与解决方案(微型风扇、微泵液冷等)
9
超薄VC均热板工艺突破与性能挖掘
10
液态金属及其在折叠屏手机上的应用机遇
11
高性能导热材料在智能手机中的应用(石墨烯、碳纳米管、液态金属等)
12
先进复合材料在消费电子领域的应用探索
13
3D打印技术重构消费电子复杂结构件制造
14
手机结构件创新表面处理工艺(OMR、PUR等)
15
手机金属中框创新解决方案(轻量化、降本、高性能等)
16
面向消费电子的钛合金/镁合金部件低成本成型及外观处理工艺
17
动态美学与交互式后盖的实现路径(光/温感变色、柔性光纤技术等)
18
……
更多创新主题演讲意向,请联系周小姐:18320865613(同微信)
二、报名方式
报名方式1:加微信并发名片报名
参会、各类赞助请联系:
艾果果13312917301(同微信)
ab008@aibang.com;

注意:每位参会者均需要提供信息;
议题演讲请联系:
Mickey 18320865613(同微信)
ab035@aibang.com;

方式2:在线登记报名;
识别下方二维码在线登记报名
或复制此链接至网页打开进入
https://www.aibang360.com/m/100303?ref=172672
点击阅读原文,即可报名
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
二、报名方式
报名方式1:加微信并发名片报名
艾果果13312917301(同微信)
ab008@aibang.com;
注意:每位参会者均需要提供信息;
Mickey 18320865613(同微信)
ab035@aibang.com;

点击阅读原文,即可报名
点击阅读原文,即可报名
微信扫描下方的二维码阅读本文