[编者按] 根据邱博士(Dr. Q.)在2022-2025的观察,齿轮工作者又协助了另一个兴起的工艺——用MIM制作的零件成功攻关了折叠手机之转轴模块的折叠难题,利用多个齿轮(直齿或斜齿、蜗杆)组合协助智能手机屏顺利无声、丝滑的闭合,也因此成为转轴模块不可或缺的关键零件。
齿轮助力MIM零件攻关
折叠屏转轴模组
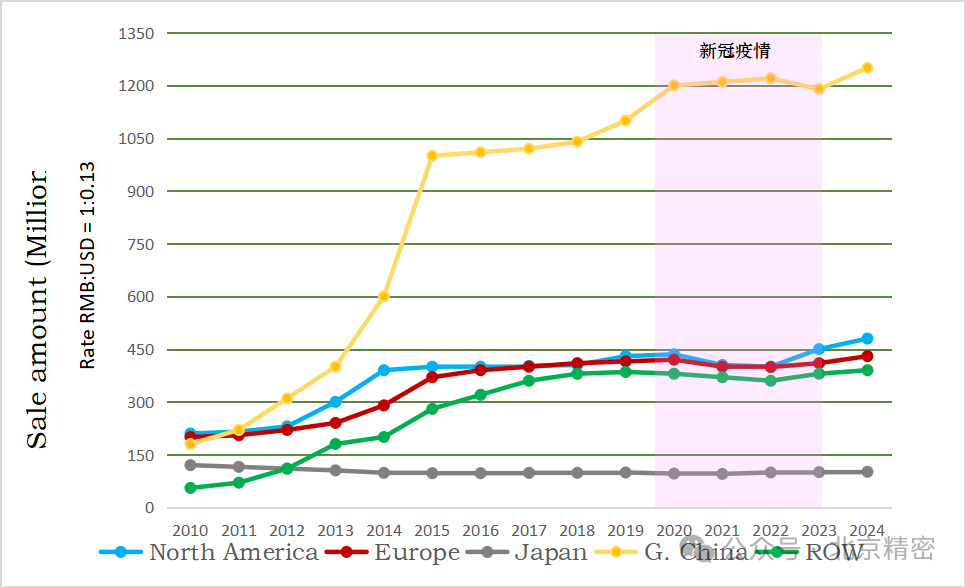
根据全球市场的报告与资料的统计,2024 年全球金属注射成形市场规模将达到 30.5 亿美元。其中大中华地区大约占了60%,为18.3亿美元。尽管许多的数据表明有更高的状态, 不过图1的趋势图是非常有参考性的。COVID-19的影响对于MIM产业比较小, 这是相当幸运的。
图1 全球MIM制品销售额 (单位:百万RMB)
由图1可以看到整个MIM产业的发展分为四个区域, 分别是:
第一阶段 1972-2009 属于MIM工艺的创新与推动时期,并没有太大的销售额度。许多机构设计工程师对于接受MIM工艺都在非常初始的情况。而当时的材料,设备都不稳定,使得MIM工艺的地位在金属制品加工技术上很低。
第二阶段是2010-2015属于MIM工艺的爆发期。这个来自3C产品中的笔记本计算机、手机与平板计算机上的应用,使得MIM销售额度遽增。3C产品的机构工程师们开始认识并认同MIM工艺的特殊性和优势,大量地使用MIM零件装在它们设计的产品中。值得一提的是在第二阶段的2011年之后,我国的MIM销售额已经远超全球其他地区,世界工厂的加持促成了MIM产业全球第一不可撼动的地位。
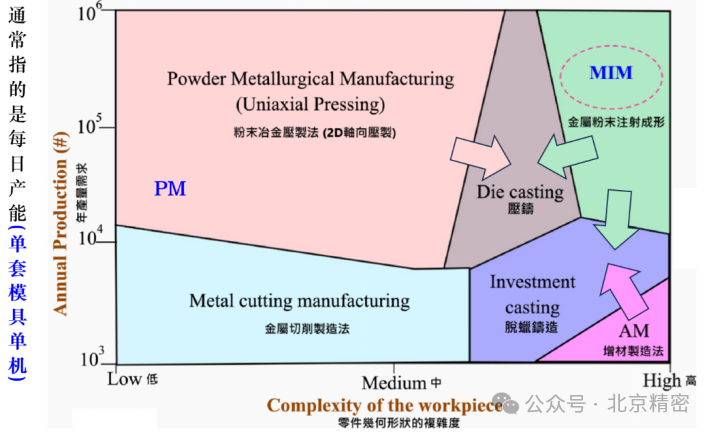
第三阶段是2016-2019属于MIM工艺的缓增期。由于前一阶段的获利使更多的制造厂加入MIM零件生产行列,也带动降价抢单的状态。同时更多的材料制造与设备厂投入,导致MIM销售额趋于缓增状态。这个时候MIM制品已经开始取代传统的脱蜡铸造、压铸甚至是机械加工的制品。如图2表示。
图2 小型金属零件的竞争状态。图中的箭头显示PM/MIM/AM挤压着传统的铸造和压铸工艺
第四阶段是2020-2024属于MIM工艺的平原期。系统厂的采购的砍价和MIM制品工供货商的降价竞争导致。这个时候3C产品工程师懂得使用更多小而精密的MIM零件。由于强大的业绩压力,迫使MIM制品厂转向传统金属加工产业争取订单。MIM制品进入两极化现象。精密的折叠屏手机转轴动辄使用MIM零件多达30~50件,美件却低于1g以下。传统五金的夹治具一个MIM制品就超过300g重甚至到达1000g的等级。自此,在半个世纪的努力下,MIM工艺已经成为小型金属零件制造的必须考虑之列。
2024年对大中华地区的MIM销售额是微幅上升的。有趣的是,2025年来Dr. Q拜访了几家知名的MIM材料、设备供货商以及数十家MIM制造工厂获得了几个有趣的讯息。粉末价格已经探底、但由于增材制造粉末制造商持续投入,连带地制造出更多适合MIM使用的粉末材料,进一步的使粉末价格下降;设备厂包含喂料制造设备、注射机,脱脂炉与烧结炉,几家头部共应商都表明2024年的销售额接近2023年的两倍;我们走到MIM制造厂发现2024年的忙碌一直持续到现在,一个令人熟悉的机构模块正使用大的MIM零件,也就是齿轮加上转轴模块。不仅在传统五金机构上,最大数量莫过于被用在3C产品上。真令人惊叹,转轴又重新领导MIM产业向上冲刺!
作者十年来(自2014年起)辅导了超过100家MIM相关企业包含金属粉末与原料、喂料、设备制造以及MIM零件加工厂。其中当然是以制品为主、我发现大部分的MIM制品都和转轴有关系。有超过50%零件必须采用孔为配合轴零件的设计,如图3所表示。金属手表带最初便是MIM零件的代表,利用两件具有配合孔的MIM零件使用一根轴穿过后,完成两个MIM零件可以自由转动的目的。这便是最早使用MIM工艺的转轴模块。
图3 手表带可以说是MIM转轴模块的第一个起点
现今的转轴模块已经横跨MIM的八大民生用品,MIM工艺更成为机构的基础组件主要制程之一。核心功能包括如表1所述。
索尼于 2004 - 2005 年在 VAIO 系列的笔记本计算机,X505率先采用MIM工艺打造转轴模块 (1996年开始制作NB PC) 。这一个产品的推出带动了转轴模块采用了前所未有的工艺,轻巧耐用使得世人见识到MIM零件在笔记本计算机上带来的好处。如图4表示。虽然第一个笔记本计算机的转轴专利当时是由台湾人在美国申请,但并未采用MIM工艺 。
图 4 索尼 VAIO X505 系列是历史上首部采用MIM转轴的NB PC
摩托罗拉于 2003 年在V688系列手机尝试采用金属注射成型 (MIM) 技术制作翻盖的转轴,在全球数家MIM制品厂打样测试。该系列最终仍采用原始的锌合金压铸加传统车削件的方案。当时失败的主因在于MIM工艺制作结构件尺寸变动过大与外观孔洞的缺陷导致。经历过数次的失败经验,摩托罗拉重新于 2004 年在Razr V3系列手机成功采用MIM工艺打造翻盖件的转轴,大受市场欢迎[3]。如图5所表示。
图 5 (L) Motorola V688 最先测试MIM转轴但并未采用; (R) Motorola Razr V3则是第一个采用MIM转轴的携带电话
MIM转轴零件加入正齿轮、斜齿轮以及蜗杆搭配传统板金冲压、车铣复合、压铸、液态金属成型等等加工零件,经过精密组装之后形成的转轴模块。再次引爆了MIM制造厂的接单状况,超过50家MIM制造厂加入转轴模块的制造行列,而单MIM零件制造者则超过100家。
图 6 折叠屏智能手机拥有极度复杂的转轴模块并使用超过30个MIM零件
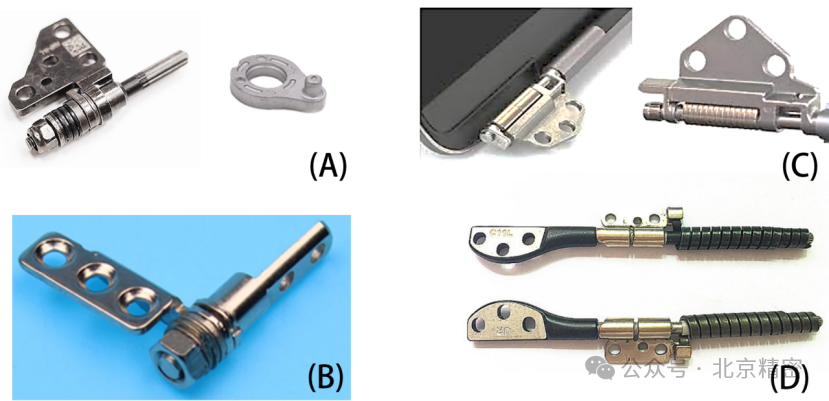
有关转轴零件的演变是自MIM工艺上市之后便开始,图7表示了在2002-2012年间的主要转轴制品。一开始的单个零件如凹凸轮、阖页与紧固片,MIM制造厂仅仅提供了零件给上一阶模块厂来组装成为转轴模块用于整个3C产品上。这个时期并没有齿轮零件的介入。
图 7 (A)和(B)是最早期的转轴设计,MIM工艺制作的凹凸轮、轴件以及固定片送到上一阶组装厂进行组装;(C)利用MIM制作的复杂几何形状固定片并被要求外观;(D)固定片甚至连轴件一体成形。
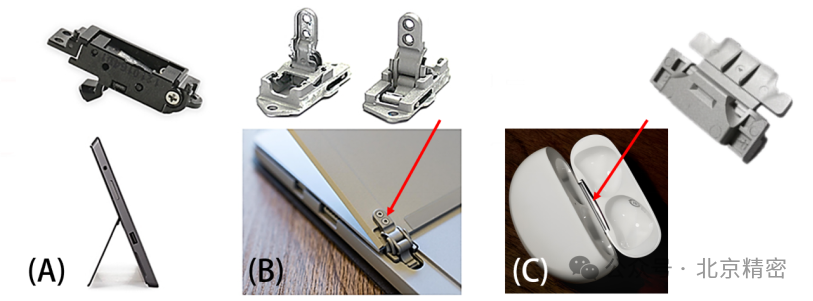
到了2012起平板计算机与各式穿戴装置(如TWS耳机)逐渐的兴起,转轴就需要外露在消费者的眼睛所能见到的位置。转轴变成必须视为外观件,并且具有复杂的多件组合。这代表MIM零件制造厂必须保有自己的组装能力,才能使整个转轴模块为供四带来更高的营业额度。如图 8所表示。这个时期也没有齿轮零件的介入。
图 8 (A)微软的平板计算机 Surface第一代支撑背板的转轴;(B)微软更新的平板计算机 Surface支撑背板的转轴;(C)无线蓝芽耳机的收纳盒上有一个精致的MIM转轴。
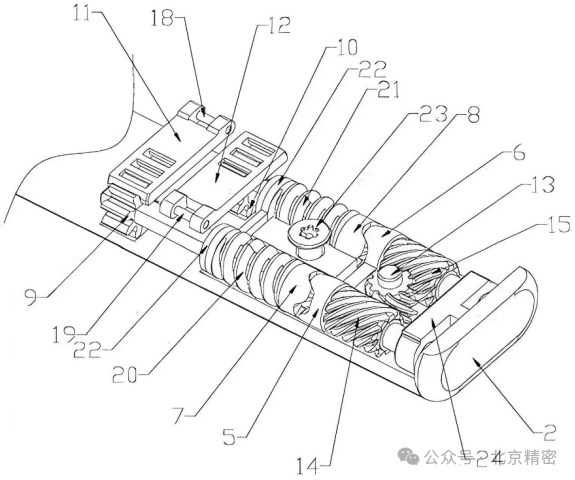
到了2018年之后受到美国APPLE公司影响,更多品牌电子产品拥有机构设计能力很强的机构设计师就设计出更为复杂的精巧转轴,其中包含正齿轮、斜齿轮以及蜗杆来辅助转轴顺畅丝滑的转动(如图9的专利图)[4],以及更多如螃蟹爪的交错阖页机构。由于机构零件过多、某些材料不能抛光、使用者安全性、粉尘堆积等因素不适合外露,这个时期便开始导入转轴外观装饰面板。等于又使转轴多了一个设计上有装饰的要求。如图10所表示。
图 9 某公司的折叠屏转轴专利申请图中,编号13, 14, 15便是斜齿轮
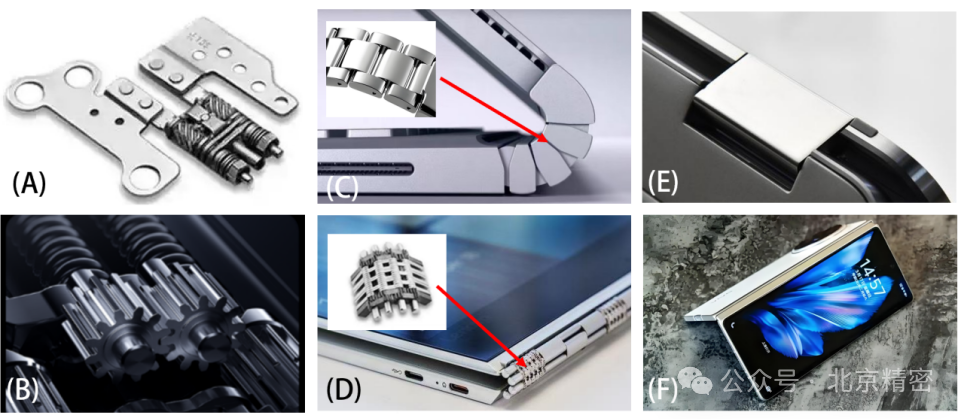
图 10 (A)和(B) 转轴模块也包含了斜齿轮和正齿轮导入使转动顺畅性增加;(C)有如手表表链的外观的多关节式转轴,增加了遮盖版以遮掩复杂的机构并避免转轴润滑油外泄;(D)外露式多节转轴容易堆积灰尘,亦可能刮伤使用者;(E)和(F)都是转轴装饰盖的设计用于3C产品的笔记本计算机和手机上。
时间来到了2020年之后,由于折叠屏智能手机的强力来袭,一套两折叠屏智能手机的一组转轴就需要超过100个机构零件。其中使用的MIM零件数量也来到历史新高,最少30件以上。如果是三折叠屏使用二个转轴模块就超过60件以上。甚至结合板金工艺以外的压铸或是著名的液态金属(Liquid Metal, LQMT or Bulk Metal Glass, BMG)工艺,将MIM零件镶嵌到其他金属成型工艺中。这样的设计需求大幅提升了对MIM产能和制程能力要求,也带来新一波的MIM制品营业高峰弥补APPLE在MIM零件需求下降的时期。如图11所表示,不同的折叠屏转轴的演进使用越来越多的MIM零件,当然也就少不了使用更多的齿轮来搭配以完善整个机构的顺畅性。
图 11折叠屏智能手机的转轴变革,协助屏幕增加使用寿命与洁净度
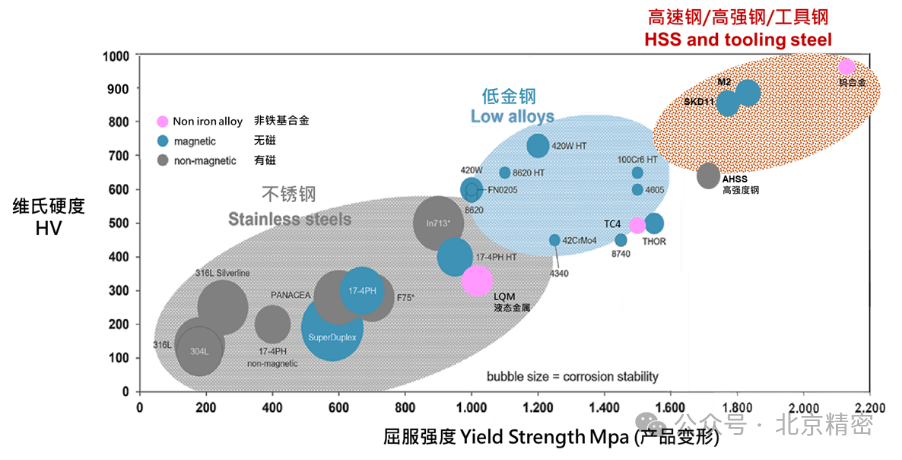
即使MIM已经经过50年的发展,我们却依然能够发现或者发明新的材料来适配产品的需求。这便是MIM的最迷人特色 – 可以设计的材料配方,在同一套模具制作出不同材质的转轴零件;同时也能够改变粉末装载量调整转轴制品的尺寸;一旦完成验证,可以迅速投入大量生产。我们真诚的感谢德国BASF AG致力于材料的开发,他们不遗余力的推动整个MIM产业的前进并且不吝分享技术资料给广大的MIM从业人员。如图12适合于齿轮与转轴模块使用的材料图列,本图中的高速钢与工具钢 (HSS & Tooling Steel)系列是由Dr. Q增加补充上的。注意到高速钢(High Speed Steel)主要是用来制作成切削工具。
图12可被采用在MIM转轴上的金属材料(参考自BASF网站并经Dr. Q修改,其中圆点大小代表防锈的能力,在齿轮和转轴模组不用担心防锈是因为都要上润滑油脂)
出现在上图中的材料都是适合齿轮和MIM零件制作的材料,尤其是低和金钢和可硬化不锈钢,除了非铁合金之外和钨合金以及部份的工具钢ASP系列,过硬的材料是禁不起跌落测试。这也意味着绿色需县内的材料才是最好的选择,不要一味的追高屈服强度(Yield Strength),一般建议YS<2000Mpa 已经很好了。我国自行开发的高强度合金钢也在表列之中 (Advance High Strength Steel, AHSS),新一波的材料演进仍旧采用以铁基为主的,成本因素仍旧是最大的考虑因素,其次是对铁基材料的熟悉度。
找到一种标准化的组件能够长期稳定生产,应该是每一个金属制品技术最希望得到的愿望。例如垫片、各种金属支架使用的冲压工艺;8-9级精度的齿轮使用粉末压制工艺;各种螺丝与螺帽用的螺丝专用生产工艺。自2002年起至今超过20年的努力,似乎我们在转轴模块工业上看到了希望,MIM工艺的特色能够让转轴设计工程师们获得更优化的零件、精巧且耐用,在借助齿轮兄弟们的助力攻关,一套精密的转轴模块已经精进接近了精密的机械表水平,那种让人们每天携带并随时服务人类的服务装置。
正如MIM前辈German教授告诉我们,MIM制造公司需要长单也需要潮单。长单量少但能够进行计划性的量产。潮单则带来暴冲的快感,并且大大的提升了MIM的市场知名度。越多的人了解MIM技术,MIM就能够更深入人类的文明而为人们服务。在此感谢齿轮业界朋友的鼎力相助,一起走向更美好的未来。
编 辑|程慧明
审 核|江 山
随着市场需求的多样化以及消费者对手机性能与美观的日益追求,智能手机形态在不断演化,结构件材质与工艺成为行业创新重点。艾邦建有手机创新材质工艺交流群,欢迎长按识别下方二维码加入群聊,一起探讨手机产业创新发展趋势。
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
手机玻璃/玻纤板后盖纹理解决方案/表面处理新技术分享
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
更多创新主题演讲意向,请联系周小姐:18320865613(同微信)
支持及赞助企业:
二、报名方式
报名方式1:加微信并发名片报名
艾果果13312917301(同微信)
ab008@aibang.com;
注意:每位参会者均需要提供信息;
Mickey 18320865613(同微信)
ab035@aibang.com;

https://www.aibang360.com/m/100280?ref=172672
微信扫描下方的二维码阅读本文
![]()