

近年来,随着柔性电子技术的研究与应用不断深入,显示技术朝着轻薄化、智能化方向发展,尤其是可折叠智能手机与高真实感曲面显示的应用,推动了对超薄柔性玻璃屏幕的研究与探索。
超薄柔性玻璃(Ultra Flexible Glass,UTG)通常指厚度小于0.1mm、可反复弯折且具备良好柔韧性的玻璃。该类玻璃除具有普通玻璃的高透明性、化学稳定性、电绝缘性外,还兼具轻薄、可弯折、柔韧性高等独特优势,在显示器件、智能表面、航空航天等领域拥有广阔的应用前景,是当前最具发展潜力的新型材料之一。
1. 超薄柔性玻璃体系
自康宁公司2014年研制出厚度0.1mm、折弯半径3~5mm的铝硅酸盐玻璃后,德国肖特公司、日本旭硝子公司、日本电气硝子公司、东旭集团、彩虹集团、蚌埠玻璃工业设计研究院等多家国内外企业均在超薄柔性玻璃领域开展了技术开发。
但国外厂商更早实现产业化应用,例如德国肖特公司于2013年开始大批量供应卷状超薄玻璃,其厚度为25~100um,宽度达50cm。目前国外厂商开发的柔性玻璃可分为铝硅酸盐体系和硼硅酸盐体系2大类:铝硅酸盐体系适用于高弯折频次且耐冲击性要求高的场景,如折叠屏手机盖板,凭借高强度及化学钢化后的优异抗摔性能满足频繁使用需求;硼硅酸盐体系适用于对耐热性与加工灵活性要求较高的场景,如可穿戴设备屏幕、电子封装基板,依靠低膨胀系数与稳定的化学性能适配复杂工况。
我国在超薄柔性玻璃研发及产业化方面起步较晚。我国研制的玻璃均属含碱铝硅酸盐玻璃体系,其通过在该基础配方中添加活性组合物,分别满足了柔性玻璃在折叠手机、航天防辐射盖板、太阳能光伏等领域的应用需求。2017年,武汉理工大学提出采用狭缝下拉法制备弹性模量>78GPa、密度≤2.35g/cm³的无碱柔性玻璃,其性能可满足柔性显示器的使用要求。2019年,肖特玻璃科技(苏州)有限公司申请了一项具有高抗损伤性的柔性超薄玻璃专利,该专利通过引入碱金属氧化物Na₂O,并结合化学钢化技术,成功制备出厚度≤0.4mm、中心张应力(Centertension,C T)≥27MPa的超薄化学钢化玻璃制品。2021年,咸宁南玻光电玻璃有限公司申请了一种超薄柔性电子玻璃及其制备方法,通过在含碱铝硅酸盐体系基础上引入SrO与Y₂O₃;,获得了弹性模量≥75GPa且维氏硬度≤5.8GPa的超薄柔性玻璃。2022年,中建材玻璃新材料研究院集团有限公司申请了种低翘曲、高强度的柔性玻璃及其表面处理方法和应用,该专利通过引入Y₂O₃、La₂O₃等稀土元素调整玻璃组分,解决了玻璃自身翘曲问题;同时,将混合硅酸盐、纳米Al₂O₃、粘结剂、润湿剂与水混合烘干制得的薄膜材料涂覆于玻璃表面,通过降低碱金属离子交换效率调控应力中心,制备出低翘曲、高强度的柔性玻璃。
综上可知,柔性玻璃的原料组分体系可依据其应用场景与性能需求加以确定。因此,既要持续优化玻璃料方体系以制备出具备不同性能的超薄柔性玻璃,也需在成形及后期加工技术方面开展深入探索。
2. 超薄柔性玻璃成形技术
超薄柔性玻璃的成形技术主要分为一次成形法和二次成形法。其中,一次成形法是将高温玻璃液通过特殊成形方式直接制备超薄柔性玻璃的工艺;二次成形法则是对已成形的玻璃板进行再加工以制备超薄柔性玻璃的工艺。
2.1 一次成形法
一次成形法是指经原料称取、熔化、成形、退火等工序直接获得超薄玻璃原片的方法。该类方法具备大规模生产优势且生产效率高,但技术门槛较高、资金投入大,主要包括浮法、溢流下拉法及狭缝下拉法。
(1)浮法
浮法成形技术最早出现于20世纪50年代,由英国皮尔金顿公司发明并用于平板玻璃生产。其原理是利用玻璃与锡液的密度差,使玻璃液漂浮于锡液表面,通过拉边机牵引调控玻璃厚度,再经过渡辊引出,经退火、切割等工序获得所需规格的玻璃(工艺流程简图如图1所示)。
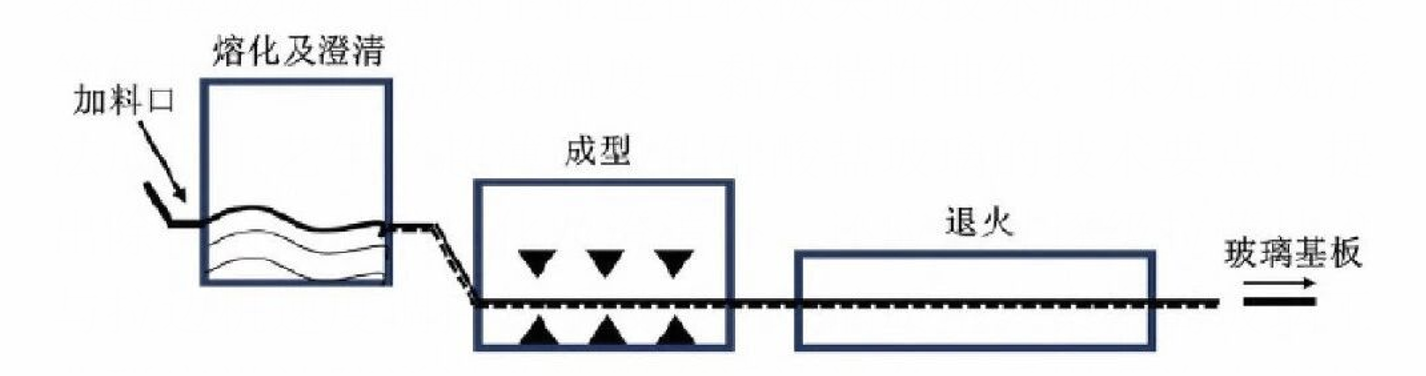
图1 浮法玻璃生产工艺流程简图
该生产工艺具有产能大、适合规模化应用的优点,但因玻璃下表面与锡液接触,易引入杂质,需进行后续加工处理。目前,国外大型玻璃公司如德国肖特、日本电气硝子和旭硝子已可采用浮法工艺制备柔性玻璃。德国肖特公司于2013年开始批量供应厚度25~100um的卷装超薄玻璃。国内企业也在积极突破技术瓶颈,田英良等依据铝硅酸盐玻璃温度一黏度特性曲线,探究常规浮法成形工艺生产超薄高碱铝硅酸盐玻璃的技术要点,提出除需关注玻璃熔化及澄清外,还应通过逐级拉薄技术与拉边机速度调控等手段改善玻璃质量。秦皇岛玻璃工业研究设计院通过改造现有浮法设备,采用两次水平拉伸法,成功制得厚度100um以下的薄玻璃。中建材集团蚌埠玻璃工业设计研究院于2018年4月采用浮法成功拉制出0.12mm厚的世界最薄浮法电子玻璃。2019年,PENG等通过中试实验探索浮法锡槽设计原则与理论依据,确定了0.12mm玻璃连续拉伸的基本技术参数,包括沿锡槽纵向温度、黏度分布、玻璃带移动速度及厚度等。近年来,李会平、程弋芮等采用计算机数值模拟对玻璃拉薄行为及拉制参数进行研究,有助于深化对超薄浮法制备技术的认识。
(2)溢流下拉法
溢流下拉法自1967年由康宁公司发明以来,现已成为基板玻璃与高铝盖板玻璃的主流生产方式。该方法的核心是利用玻璃自身重力,使熔融玻璃液沿溢流槽锥形部分均匀流动并下拉成形,成形工艺如图2所示。
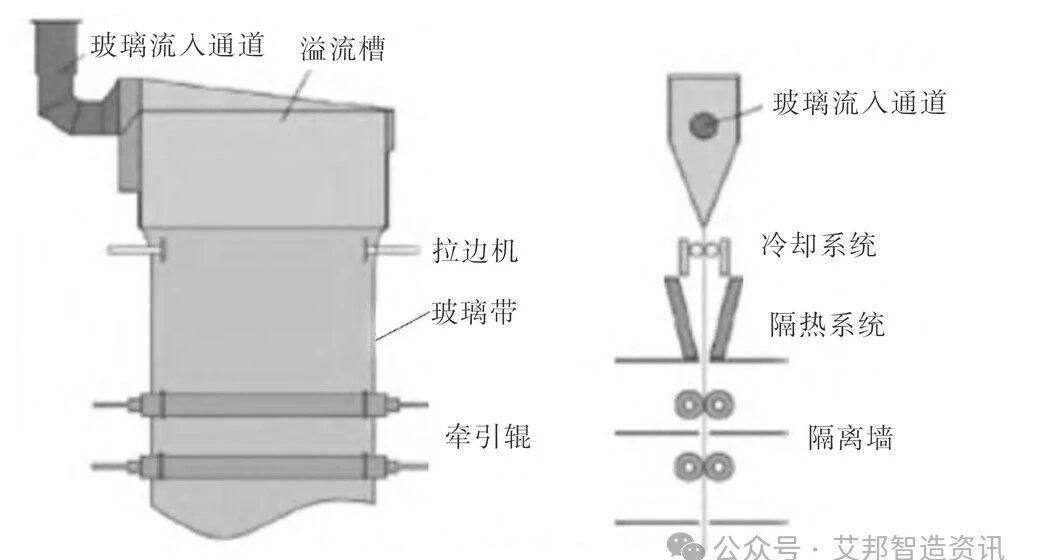
所制玻璃板表面纯净无瑕、光滑平整,无需进行研磨抛光。但该工艺存在基础厚度限制,增加了展薄难度。2007年,LIIN等采用数值模拟研究了溢流下拉熔融过程中玻璃液流经等径管道的情况,提出玻璃片质量受成形设备几何形状、玻璃液流速及黏度的影响;同时发现,较小的板根角度更有利于玻璃液合流。
2017年,侯延升等利用三维数值模拟研究了溢流砖表面玻璃液的分布状态,提出针对大尺寸玻璃面板进行溢流砖加长设计后,可通过增大溢流砖倾斜角度,同时结合降低入口压力、提高玻璃黏度等方式,进一步促进玻璃液在溢流砖上更均匀地分布。
15余年前,国外公司已开始采用溢流下拉法制备柔性玻璃。例如,2011年康宁采用溢流下拉法生产厚度为10~200μm的玻璃基板,并于2012年发布命名为Willow Glass的超薄可绕式屏幕玻璃,厚度为100μm。同年,日本电气硝子申请了相关玻璃基板制造方法专利,采用溢流下拉法生产100μm以下的玻璃基板。
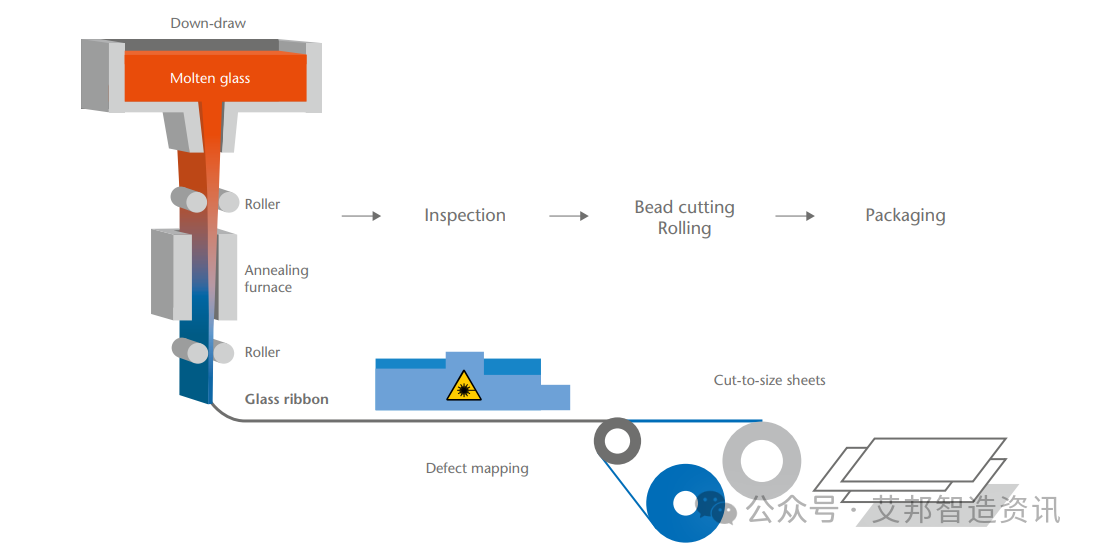
(3)狭缝下拉法
德国肖特公司于20世纪末开发出狭缝下拉法技术。该技术主要将高温玻璃液导入带有狭缝的铂铑合金槽体,依靠玻璃自身重力及辊轮牵引制成超薄玻璃,工艺流程示意图如图3所示。该方法适用于黏度较低的柔性玻璃生产,且具有占地面积小、投资成本较低的优势。
2018年,郑伟宏等以无碱铝硅酸盐玻璃为研究对象进行模拟,探究了狭缝下拉工艺中温度变化对柔性玻璃成形的影响,提出将狭缝入口温度控制在1306°C附近可实现玻璃板的连续生产。2020年,郭振强等研究了牵引速度对玻璃展薄过程的影响,证实牵引速度的调整不会影响狭缝出口处的玻璃液流量。2020年初,肖特采用其独有的狭缝下拉工艺推出超薄盖板玻璃赛绚®Flex,厚度范围为30~210μm,加工后弯折半径小于1mm。国内关于狭缝下拉法的研究相对较少,2022年河北省沙河市玻璃技术研究院采用狭缝下拉法实现了UTG玻璃一次成形制备,填补了国内相关技术空白。
2.2 二次成形法
二次成形法主要包括化学减薄法和二次拉引法。其中,二次拉引法是将原玻璃二次加热至软化点附近,再进行牵引拉薄以制备柔性盖板玻璃的方法,目前大多处于实验阶段。周佳慧等通过有限元仿真模拟,分析了二次下拉工艺参数对玻璃厚度及宽度的影响,为二次拉引法的产业化应用提供了理论支撑。化学减薄法是采用酸液刻蚀玻璃表面以降低玻璃厚度,实现目标厚度的方法。其蚀刻液一般采用氢氟酸(HF)与其他酸及表面活性剂的混合溶液,反应机理如化学反应式(1)和(2)所示:
(1) SiO₂ + 4HF → SiF₄ + 2H₂O
(2) SiF₄ +2HF → H₂SiF₆
玻璃的化学减薄法主要可分为直立浸泡式、喷淋式、瀑布流式3种典型工艺,如图4所示。直立浸泡工艺是将玻璃浸泡在HF或混合酸等蚀刻液中进行减薄处理,通过酸对玻璃的侵蚀实现玻璃均匀薄化。2021年,凯盛科技股份有限公司等提出一种可折叠柔性玻璃的制备工艺将化学减薄、激光切割及化学钢化相结合,优化了工艺流程,提高了减薄样品的成品率,降低了生产成本。
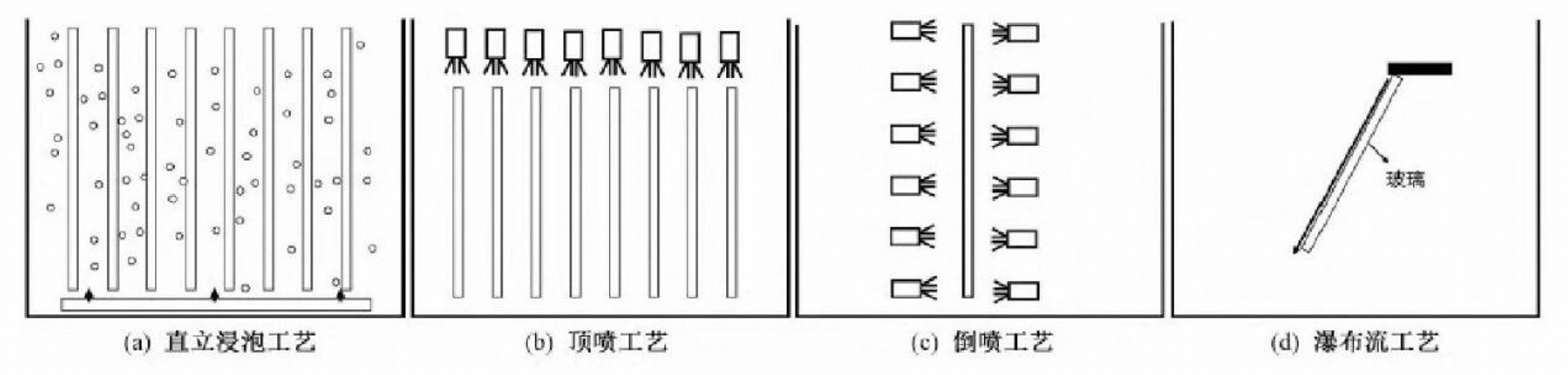
图4 化学减薄工艺示意图
喷淋式减薄法是将玻璃通过特定装置固定,采用喷淋方式将蚀刻液近似雾化后均匀喷射在玻璃表面。2022年,凯盛科技股份有限公司等提出一种柔性透明微晶玻璃用减薄液及减薄方法,采用顶喷方式对微晶玻璃进行减薄,以草酸、HF、柠檬酸、磷酸等与水混合作为减薄液,克服了微晶玻璃减薄时产生流痕状缺陷等问题,提高了柔性透明微晶玻璃的减薄质量。2024年,苏州宇浩半导体材料科技有限公司提出一种新型超薄玻璃单面减薄方法,通过改良侧喷工艺,采用单面可移动式喷淋,提升了减薄效果与质量,实用性高。
瀑布流工艺是将减薄液在重力作用下沿玻璃单面或双面流过,以达到减薄效果。2021年,赣州帝晶光电科技有限公司提出一种瀑布流式化学蚀刻专用治具及超薄玻璃的制备方法,采用该工艺时玻璃无需施加任何压力,具有酸液回收率高、利用率高、产品良率高、蚀刻产能高的优势,同时可确保玻璃上下两端的密封性。
3. 超薄柔性玻璃加工技术
柔性玻璃的切割加工技术一直是制约其大规模应用的关键因素之一,因此,研究和探索该技术具有重要的现实意义和应用价值。柔性玻璃在切割加工过程中存在以下技术难点:(1)切割精度要求高;(2)容易产生裂纹和崩边;3)易产生形变与损伤。
现阶段柔性玻璃的切割加工技术主要包括激光切割、机械切割和水刀切割等。
3.1 激光切割
激光切割是利用高功率密度(可达1x10⁶W/cm²)的激光束,在短时间内使材料极速升温并熔化或汽化,再利用高压气体吹扫切缝中的熔融或汽化物质,从而实现材料切割。激光切割技术具有耗时短、切缝平整无毛刺、易成形、精度高等优点,适用于大规模生产。
3.2机械切割
机械切割是将被切割工件置于切割机刀片下方,通过施加外力实现材料的切割分离,通常用于切割金属、木材、塑料等。该方法具有操作简便、成本低的优点,但切割精度较低,易产生裂纹和崩边,难以满足UTG的加工精度要求。
3.3水刀切割
水刀切割是将混合磨料的水经高压泵加压形成高速射流,进而实现材料切割的一种方法,依靠高速水流的冲击力切割金属、石材、玻璃等材料,使其达到精确的尺寸和形状。其优点主要包括:(1)切割过程无热变形;(2)不产生有害气体,绿色环保。
该方法适用于大尺寸、厚度较大的玻璃切割,但边部加工质量较差,尺寸精度不足,不适用于超薄柔性玻璃的切割加工。
4. 化学强化
化学强化技术主要利用离子交换原理,在玻璃表面形成压应力层,从而显著提高玻璃的强度和抗冲击性能,其本质是根据离子扩散机理改变玻璃表面的化学组成。即在一定温度下,将含有小半径Na⁺(半径r=0.098nm)的玻璃浸入含有大半径K⁺(半径r=0.133nm)的熔盐中,通过离子互扩散,K⁺扩散至玻璃表面并占据亚表层中Na⁺的位置,使玻璃表面体积膨胀并产生“挤塞”效应,进而在玻璃表面形成高强度压应力层,有效消除或抑制微裂纹扩展,显著提升玻璃强度。
化学钢化是克服UTG脆性大、易破碎等缺点的主要途径,可显著提高玻璃强度。经化学钢化后的玻璃表面压应力大且分布均匀。UTG化学钢化技术难度高、工序复杂,钢化过程中玻璃易破碎,或弯曲度、压应力等指标不达标,导致产品良率偏低。
5. 结语及展望
UTG凭借其独特的材料特性,在智能手机、可穿戴设备、汽车显示等多个领域展现出广阔的应用前景。目前,UTG应用与加工技术已取得显著进展,但在国内,尚未研发出可替代进口的一次成形产品,玻璃原材高度依赖肖特、康宁等国外企业,成为制约UTG产业高质量发展的关键瓶颈。尽管国内二次减薄技术发展迅速,为UTG产业发展提供了有力支撑,但现有减薄技术多围绕钠铝硅玻璃体系开展,存在一定局限性,其弯折寿命与抗冲击性能难以满足高端应用需求。
针对上述亟待突破的技术难题,需开展多维度创新:一方面要攻克一次成形技术,同时深入研究新一代料方体系,摆脱对现有材料路径的依赖;另一方面,开展差异化产品研发,如不等厚超薄柔性玻璃(即UFG,Ultra Flexible Glass,UTG升级技术),其“中间薄、两边厚”的结构可降低折叠应力,满足超小弯折半径的使用要求。特别需要指出的是,企业可结合计算机辅助计算技术,为UTG产品研发提供理论支撑与精准的方向指导,从而缩短研发周期。
未来,随着关键技术的持续突破与完善,UTG产业将迎来新的发展机遇。在智能手机领域,UTG将助力折叠屏手机实现“更轻薄、更耐用、无折痕”的发展目标,进一步提升用户体验,推动折叠屏手机市场持续增长。在可穿戴设备、汽车显示等领域,UTG的应用将更加广泛深入,为产品创新与性能提升注入新动力。同时,UTG产业发展也将带动上下游产业协同发展,构建完整产业链生态,为我国电子信息产业高质量发展作出重要贡献。但也应认识到,技术研发与产业升级是长期复杂的过程,需要政府、企业科研机构及社会各方协同发力、持续投入。
(来源:彩虹集团(邵阳)特种玻璃有限公司 范影强 等
转载自建筑玻璃与工业玻璃)
附:据悉,面对国内UTG行业多采用二次减薄法,深陷良率偏低、技术封锁的难题,邵阳彩虹玻璃主动出击,成立彩虹集团特种玻璃研发分中心,组建UTG技术攻坚团队,聚力攻克“技术新、工艺难、人才储备不足”三大核心挑战,不仅实现UTG产品关键技术创新突破,更同步布局一次成型技术前瞻研发,以硬核实力打破技术壁垒,为国内柔性显示产业发展注入全新动能!



|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
二、报名方式
报名方式1:加微信并发名片报名
艾果果13312917301(同微信)
ab008@aibang.com;

注意:每位参会者均需要提供信息;
Mickey 18320865613(同微信)
ab035@aibang.com;


点击阅读原文,即可报名
点击阅读原文,即可报名
微信扫描下方的二维码阅读本文